|
[G] Flaps
The ‘normal’ position for the inboard flaps and outboard flaperons
(hereafter referred to as flaps), on bleeding down, is 45 deg. The kit 45 deg
hinges put the flaps well below the fuselage which is obviously wrong.
Click on
image below to see larger image
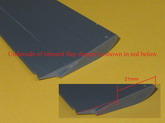
In order for the flaps to look right
they need to be set at about 34 deg. My solution was to combine the front 20 deg
(e.g. part F22) with the rear 30 deg (e.g. part F24) setting them using a 34 deg
template. Solvent glue used for adjustability of joint.
Try it out using parts not required before committing to this!
Sequence of operations:
• Finish flaps in terms of filling/sanding, reduce gaps using 0.5mm card,
‘panel’ lines add/remove, match thickness of inboard/outboard flaps.
• Make new hinges and fit.
• Make adjustments (e.g. table below) with inboard/outboard flaps (doing them
individually holds unwanted surprises) held in place with thin strips of
sellotape, and
• then glue parts S14 – S17 to flaps (only). Note: For S14 &15, holes
do not line-up on port inboard flap.
• Glue outboard flaps to wing. This gives positioning for later fitting of
inboard flaps, after painting.
• Fix flap shrouds. There is a slight gap between the wing TE and the shroud,
which is not evident in photos. Used 0.4mm stretched sprue inside to ‘hide’
gap.
• Remove inboard flaps.
(i) Flaps and Flap Shrouds.
#1 ‘Panel lines’ filled-in with 0.15mm stretched sprue. In close-up photos
they look like welded seams.
#2 This is not a ‘panel line’. Filled/sanded to remove.
#3 0.5mm card at both ends to reduce gaps. The outboard end sanded to produce
the ‘triangular’ gap between the flaps.
#4 Panel lines filled-in; span wise lines seem too rearward!
#5 New ‘panel lines’ scribed and filled-in with 0.15mm stretched sprue.
#6 As the flaps are lowered a gap is produced between the flap shroud the TE of
the wing at the root. Need to extend top surface at root by ~1.5mm.
#7 Stiffening plate from 5 thou card.
Click on
image below to see larger image
Inboard u/s of flaps modified to
give additional clearance as photo below (Daco p.21, 57).
Click on
image below to see larger image
(ii) Hinges
#1 Filed ‘tongue’ to fit groove, determined by trial fitting in #2 using
template and checking outside-outside measurement of locating pegs with vernier
callipers.
#2 Filed ‘groove’. Cut a slot with a junior hacksaw blade, opened up with a
double sided sanding card (0.25mm), then flat needle file to ‘square’ slot.
For the smallest hinge I used sanding card and offset teeth of junior hacksaw
blade as a file.
#3 Measurement check/same as 30 deg parts, so measure before cutting them!
Notes:
i) Tried improvising using the smallest 30deg part, but found it necessary to
remake this to 34 deg.
ii) Some of the parts D24 - D31 have a noticeable longitudinal depression. This
was removed, carefully using a flat needle file and W&D, without losing
detail.
Click on
image below to see larger image
Despite reforming hinges at 34 deg, minor
adjustments were necessary to get the flaps to fit properly to the wing
and each other! No two flaps are likely to be exactly the same. The
information below serves as an indication of these adjustments.
[Tabular info presented in the form of a jpg below]
Click on
image below to see larger image
* Replacement of lugs. Cover locating hole
in flap with masking tape and draw a line through its centre. With a piece
of masking tape on the side of the hinge, position the flap and make a
corresponding mark on the side of the hinge for new lug.
Click on
image below to see larger image
NOTE: The missile ejector mounting visible
in this photo should not be so pronounced. They are not fitted to VFC-12
aircraft anyway
PART 4: MISCELLANEOUS
[A] Nose Gear
Extra detailing as photos; one thing that is perhaps not obvious is the
card infill to inside hubs. Test fitted the nose leg after the gear bay
was enclosed in fuselage halves. Providing G36 is free, if you put metal
strut in part way and twist G36, in will go into lug.
NOTES: (i) Metal strut axle was not straight, corrected with pin vice
and brass tube
(ii) Make sure parts G47/48 are set square to the leg.
Click on
images below to see larger images
[B] Main Gear
Again extra detail added. I completed the legs, except for J45 (46), having
fixed components J7,8,63( J5,6,63) whilst dry ‘fitted’ in the bays. Note:
The metal strut axle is overlong; the wheels look ridiculous if axle is not
shortened.
Click on
images below to see larger images
Note: Scratch detail added to ‘knuckle’ to
hide internal metal strut. See also note at end of [C] Landing Gear Bays.
The inside of the wheels are missing detail, so this is my attempt to remedy the
problem using card and 1.8mm rod sections.
Click on
images below to see larger images
Scratch detail added to ‘knuckle’ to hide
internal metal strut.
[C] Landing Gear Bays
The Aires wheel bay set fitted very well after the usual packing and
sanding/test fitting. However, there IS A PROBLEM with the vertical mounting
stud for the starboard MG leg*. Insert a length of plastic rod in both port and
stbd vertical mounting lugs. The stbd rod cants out further than port i.e. the
axle will not be parallel to the ground. I bent the protruding metal strut on
the completed leg to correct this problem. Check the lengths of J7, 8, 63(J5, 6,
63). You also have to open up the closed horizontal mounting points to fit the
main legs.
* I was not aware of this problem until I saw it mentioned in Pete
Fleischmann’s build. It turns out to be exactly the same problem, so Aires
must have used these as the basis for the bays.
The bays are finished colour wise, but have not had ‘washes’ etc yet, but it
gives an idea of the detail of these resin parts.
NOTE: For the NLG Bay you should remove the ‘lugs’ (4No) which support
the middle door in the closed position.
Painting: Ducting (insulated) Hu64; Pipework/lines and ‘box’ at port front
Hu27001; Metal fasteners from thin silver decal strips on gloss black enamel.
Click on
images below to see larger images
IMPORTANT NOTE:
Despite test dry fitting of gear legs (but without wheels!), when it came to
actually fixing MLGs in place with wheels attached, BOTH wheels were out of
alignment in the vertical and longitudinal planes.
Attempts to correct by bending the white metal axle resulted in the metal
breaking. Filed flat, then drilled out leg and wheel to 1.2mm dia. x 4-5mm depth
(0.6, 0.8,1.0, 1.2 successively) to receive 12BA brass bolt which self tapped
into leg, to then take wheel. The brass bolt allowed bending to correct
misalignment.
It might be worth considering, at the outset, cutting short the kit metal struts
at the leg mount and axle, so that brass rod replaces these sections of white
metal.
John
Click on
image below to see larger image
|